Introduction: The Critical Role of ASU Design in Modern Industry
Air is free—but high-purity oxygen (O₂), nitrogen (N₂), and argon (Ar) are not. These industrial gases are the operational lifeblood of steelmaking, medical oxygen supply, chemical processing, and electronics manufacturing.
An asu air separation unit is a precision cryogenic system that separates atmospheric air into its components at extremely low temperatures. Done right, air separation unit design becomes a strategic advantage: stable purity, high uptime, and lower energy cost per Nm³.
With 30+ years of engineering experience and 400+ sets of equipment delivered globally, Fortune Gas approaches ASU design as more than equipment selection—it’s a complete process optimization problem where energy efficiency, purity stability, and long-term maintainability must all align.
Step 1: Air Compression and Pre-cooling (The Intake)
1.1 Atmospheric air filtration and compression
Every industrial gas plant starts with the same raw material: ambient air. The intake stage typically includes:
Inlet filtration to remove dust and particulates
Multi-stage air compression system to raise air pressure efficiently
Intercooling between stages to reduce compression work and protect downstream equipment
Because compression is usually the largest power consumer in an ASU, design decisions here have an outsized impact on plant OPEX.
1.2 Air pre-cooling system
Before purification and cryogenic cooling, air is commonly pre-cooled using:
Fortune Gas expertise tip: We engineer compression and pre-cooling as a single “energy system,” optimizing pressure ratios, intercooler approaches, and control philosophy to reduce overall power consumption—often the #1 concern for plant managers.
Step 2: The Purification System (Eliminating Impurities)
2.1 Why purification is non-negotiable
Cryogenic distillation operates at temperatures where H₂O and CO₂ will freeze. Even trace moisture or CO₂ can:
Block passages in plate-fin heat exchangers
Cause cold box instability
Force unplanned shutdowns and safety events
This is why purification defines reliability.
2.2 Pre-purification unit (PPU) with molecular sieve adsorbers
Most modern ASUs use a Pre-purification unit (PPU) featuring molecular sieve adsorption to remove:
The system alternates between beds using controlled adsorption cycles (one bed adsorbing while another regenerates). A well-tuned cycle improves:
Step 3: Heat Exchange and the Turbo-Expander (Reaching Cryogenic Temps)
3.1 Plate-fin heat exchangers: the temperature “ladder”
After purification, the air must be cooled down close to cryogenic temperatures—approaching -196°C—using high-performance plate-fin heat exchangers. These exchangers enable:
3.2 The turbo-expander: refrigeration that makes separation possible
In cryogenic ASU technology, the turbo-expander (expansion turbine) is often the “secret sauce” that supplies refrigeration. By expanding a portion of the air stream, the system:
Produces useful cold energy (refrigeration)
Helps balance the cold box thermal budget
Supports stable operation across load changes
Fortune Gas edge: Our air separation unit design emphasizes heat exchanger efficiency and minimized thermal losses—because small losses in the cold box become large costs over a plant’s lifetime.
Step 4: Fractional Distillation (The Heart of the Cold Box)
4.1 Cryogenic rectification: separating by boiling point
Once the air mixture is cold enough, separation happens via fractional distillation (cryogenic rectification) inside distillation columns. Air components separate based on different boiling points:
This is where the ASU becomes a true industrial gas plant, producing product streams with controlled purity and pressure.
4.2 Visualizing the cold box and purity stability
The cold box is heavily insulated to maintain cryogenic temperatures and protect the core process equipment. Precision design here influences:
Product purity consistency
Recovery rates (O₂/N₂/Ar yield)
Start-up stability and turndown performance
Fortune Gas integrates advanced instrumentation and process controls into its “Smart Plant” approach—supporting ultra-high purity targets (up to 99.999% nitrogen purity where specified) through stable rectification and consistent heat balance.
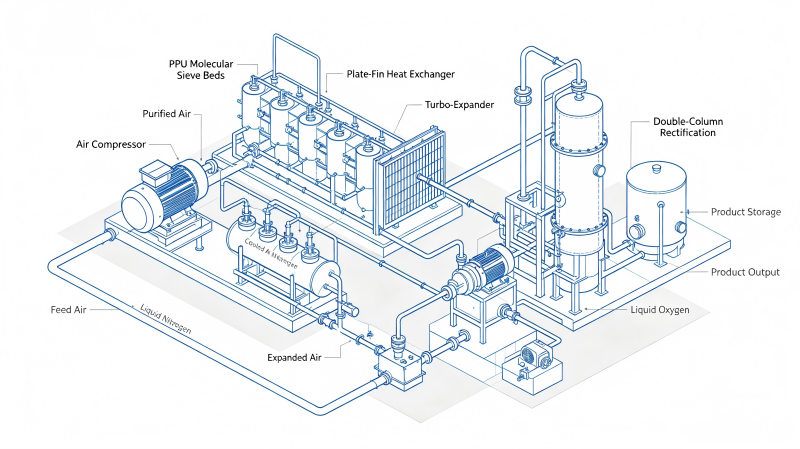
Step 5: Product Compression and Storage
5.1 Getting products to where they’re used
After separation, products are typically routed to:
Storage tanks (for liquid products)
Pipeline networks (for on-site gas supply)
Cylinder filling / distribution systems (as required)
Depending on delivery pressure, designs may use:
5.2 Liquid vs. gaseous product design choices
ASU configurations vary significantly depending on whether the client needs:
Liquid products: LOX (liquid oxygen), LIN (liquid nitrogen), LAR (liquid argon)
Gaseous products: GOX / GAN supply for direct process consumption
Liquid production generally demands additional refrigeration capacity and storage/handling engineering, while gaseous supply often prioritizes compression efficiency and pipeline stability.
Design Considerations for ROI: Efficiency & Scalability
Energy consumption: designing for lower OPEX
Power usage is the core economic driver for most ASUs. Fortune Gas designs often prioritize:
Optimized pressure levels and low-loss heat integration
Efficient compression strategy and stable cold box thermal balance
High-performance turbo-expander selection and operating window design
Modularity: faster installation and smaller footprint
A modular ASU air separation unit approach can help projects achieve:
Reduced on-site construction time
Improved quality control via factory fabrication
Easier future expansion planning (scalability)
Compliance and quality systems (Trust)
Industrial gas systems must meet strict requirements. Fortune Gas designs with compliance in mind, commonly aligning with:
ASME (pressure systems, where applicable)
CE (for applicable markets)
ISO quality systems and documentation practices
Expert Insight: What “Good Design” Looks Like in the Real World
Case Study Snapshot (Performance Optimization):
In a recent 50,000 Nm³/h project, our engineering team achieved a 10% reduction in specific power consumption by optimizing the heat exchange curve and refining expander operating conditions—improving efficiency without compromising purity stability.
(Results vary by site conditions, product mix, and operating philosophy—but the method is repeatable: optimize thermal approach, reduce losses, and stabilize control.)
Cryogenic ASU vs. PSA: Which Technology Fits Your Needs?
| Criteria | Cryogenic Distillation ASU | PSA (Pressure Swing Adsorption) |
|---|
| Best for | Large capacity, high purity, multi-product (O₂/N₂/Ar) | Smaller capacity, fast deployment, typically single product |
| Typical products | O₂, N₂, Ar (and liquids) | Mostly O₂ or N₂ (gas) |
| Purity potential | Very high; suitable for demanding specs | High but typically lower than cryogenic for some specs |
| CAPEX | Higher | Lower |
| OPEX (energy) | Often best at scale | Competitive at small-to-mid scale |
| Liquid production | Excellent | Not typical |
If you need argon, large tonnage, or integrated liquid supply, cryogenic distillation is usually the best-fit industrial solution.
Conclusion: Partnering with Fortune Gas
From compression to purity, air separation unit design is a disciplined balance of thermodynamics, metallurgy, automation, and project economics. The best ASUs are not just efficient on day one—they remain stable, safe, and cost-effective across years of operation.
Ready to optimize your gas production? Explore Fortune Gas’s ASU air separation unit or contact our engineering team for a custom design consultation.
ASU Design FAQs
What is the lead time for a custom ASU design?
Lead time depends on capacity, product mix (gas vs. liquid), site conditions, and compliance requirements. Many projects include engineering, manufacturing, shipment, installation, and commissioning phases—so planning early is essential.
How much space does a 100 TPD ASU require?
Space requirements vary widely based on whether you need liquid storage, redundancy, and modular layout. A practical estimate must consider cold box placement, compressor building, storage tanks, truck loading, and maintenance clearances—so it’s best evaluated with a site plot plan review.
")